Processing method of thin-walled titanium alloy parts
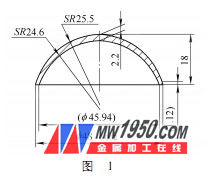
Shandong Northern Civil Explosive Equipment Co., Ltd. cooperated with a well-known domestic university to develop scientific research projects. One of the parts (see Figure 1) is a titanium alloy material. The titanium alloy material has four different chemical compositions, namely TC4, T3 and T760. T820, in which TC4 bars can be bought in the market, the other three are special titanium alloy steels, which are not available in the market and are provided by universities. Each material is processed in several pieces, totaling more than 10 pieces. Technical requirements of the part: coaxiality error of outer surface and inner surface ≤0.04mm, surface roughness value  .
.
Process analysis
(1) Because of the amount of processing and the influence of materials, it is impossible to provide blanks by hot forging and rough forming, and it is impossible to use the sheet spin forming process, which can only be realized by bar processing.
(2) Processing route analysis: The part belongs to a typical thin-walled part, the thickest part is 2.2mm, and the thinnest part is on the skirt side, only 1.37mm. The two planned routes are as follows: 1 first inner and outer outer method: firstly, the inner arc SR24.6mm is finished, then cut off, and the special positioning mandrel is equipped with the top, and the top is tight and then turned. 2 first and then the inner method: after the outer circle of the bar is coarse and fine, use the CNC lathe subroutine to nest, gradually approach the outer arc SR25.5mm, then cut off, the special positioning screw for the car is locked, the inner hole knife Turning is complete. In the first method, there is a case where the rotating core is not processed, and the pattern requirement cannot be satisfied. The second method is firm and the processing quality is stable.
(3) According to the author's experience in processing titanium alloy, the titanium alloy should be cut from the two aspects of reducing cutting temperature and reducing adhesion. It has good red hardness, high flexural strength, good thermal conductivity and poor affinity with titanium alloy. Tool material.
Due to the poor heat resistance of high-speed steel, the blade made of cemented carbide should be used as much as possible. YG(K) type hard alloy is suitable. YG8, YG6X, YG3, YW1 and YW2 are commonly used. It is recommended to use YW1 and YW2 grade blades. Because the material contains fine carbonized bismuth (铌) hard structure, it can maintain red hardness above 65HRC at 1 000 °C, and the affinity for titanium affinity is obvious. When turning, suitable flow rate (about 150L/min) microemulsion The cutting fluid has a durability of about 45 minutes for the main cutting edge and a wear limit of 0.36 mm. The inner hole cutter is recommended to be welded, and the welding knife is inexpensive to manufacture and has high recycling efficiency.
2. Processing
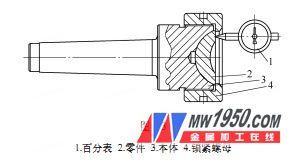
(1) Clamp the bar material, the outer circle of the rough car, the outer ball is missing to the size, and cut off (see Figure 2). During the processing of titanium alloy, the work hardening phenomenon occurs due to the wear of the tool. The hardened layer can reach 0.1-0.5mm and the surface hardness reaches 55HRC or more. Therefore, in order to prevent the above-mentioned processing disadvantages, the processing parameters must be mastered. After field tests and adjustments, reference can be made to the attached table.


When cutting off, pay attention to keep the runout value of the plane and the outer arc ≤0.008mm, otherwise it will seriously affect the subsequent inner arc machining.
(2) The inner arc of the finished car to the size requirements of the pattern. The body with the machining allowance is loaded into the machine tool spindle, and the inner arc of the CNC finishing car is SR25.5mm.  To the size requirements, insert the parts shown in Figure 2 and pre-tighten with the lock nut. The dial indicator is corrected, the table jump is controlled within 0.02mm, and it is necessary to find two points or more at the same time (see Figure 3). The CNC lathe subroutine is nested, and the vehicle is gradually approaching the outer arc SR24.6mm and the bottom thickness.
To the size requirements, insert the parts shown in Figure 2 and pre-tighten with the lock nut. The dial indicator is corrected, the table jump is controlled within 0.02mm, and it is necessary to find two points or more at the same time (see Figure 3). The CNC lathe subroutine is nested, and the vehicle is gradually approaching the outer arc SR24.6mm and the bottom thickness.
3. Conclusion
More than 10 parts processed through this process process fully meet the requirements of the drawings after measurement. Titanium alloy chips flow smoothly and the tool wears evenly. The tool must be strict and accurate when pairing the tool. The light hole and end face of the lock nut can be slightly turned to determine the reference point of the NC program.
Molten Steel Sampler,Sampling Probe For Molten Steel,Immersion Sampler For Molten Steel,Sampling Probe
Sanitary Ware.Co., Ltd , http://www.nbthermocouple.com