Process improvement for efficient deburring of multi-toothed parts
There is a tubular part in the tail attachment of a product, the ends are evenly toothed, the shape of the tail is V-shaped, and the number of teeth increases as the number of the housing increases. The traditional deburring method is that the fitter uses a scraper to repair one by one along each edge, the workload is large, the processing efficiency is low, the work intensity is high, and the batch production is difficult. To this end, we have improved the processing technology.
1. Structural characteristics and problem analysis
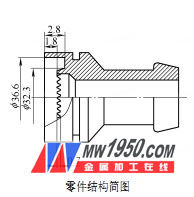
The figure shows a schematic diagram of the structure of the part, the part material is 1Cr18Ni9Ti Stainless Steel, and the number of teeth is 40 teeth. The 40 uniformly distributed end teeth are recessed at the bottom of the left end annular groove, and the axial distance between the bottom of the tooth and the bottom of the annular groove is about 0.3 mm.
Processing before improvement: cutting → car shape and inner hole → milling teeth → fitter deburring → passivation treatment.
Problems in production: Due to the high strength of the stainless steel material and the relatively good toughness, the flanging burrs after the milling are adhered to the bottom of the toothed corner. In addition, the tool wears faster in machining, and the cutting edge of the tool is not sharp enough, the cutting force is increased, the flanging burr is further increased, and the base body is more tightly connected, which is prone to buildup of the built-up edge, and the subsequent fitter removes the burr. Difficulties affect the production schedule.
In addition, the end tooth portion of the part has a special structure: 40 tooth shapes are recessed inside, the surrounding space is narrow, various deburring tools or tools are difficult to use, and it is easy to touch and scratch the surrounding inner side surface, which is very troublesome for the operator. Both burr efficiency and surface quality are difficult to guarantee. In order to improve the processing efficiency and improve the labor intensity of the operator's processing, we have improved from the processing technology.
2. Improve the analysis of processing methods
To change this state, first consider how to reduce the size of the burr during milling, and secondly consider the method of deburring and equipment tools from the aspect of processing efficiency.
(1) Since the toothed portion of the part is still the shape of the rotating body, it is considered to remove large burrs by turning. Because the lathe removes the margin during high-speed rotation, the controllable turning force is much smaller than the milling force, which can effectively reduce the formation of burrs. It is further considered that if the inner and outer sides of the tooth shape are left with a machining allowance of 0.1 to 0.2 mm before the milling, the inner and outer sides are removed by the method of the car after the tooth is milled, so that the burr can only be inverted in the tooth shape, and the burr The size can also be controlled, and the part of the tooth part of the part is finally finished by turning, and the part consistency can be guaranteed.
After testing, this method works well, and only the fine burrs are evenly distributed on the edges, achieving the goal of process improvement.
(2) The burr is reduced, but the burr is still needed in the benching process. The 40 dents deburring work is still very large. After analysis and comparison, the blasting process is preferred.
Sandblasting is a secondary processing of the surface of the workpiece by the impact force formed by the high-speed jet of solid particles, which has a significant effect on the removal of slight burrs, and the appearance of the workpiece after surface treatment can be better consistent. At the same time, the characteristics of the burr behind the car are observed, mostly small and irregular burrs, and the bonding force with the substrate is very weak. Selecting a finer blasting material and appropriately controlling the spraying speed can remove such burrs.
100 μm (180 mesh) of brown corundum was sprayed with a spray pressure of 0.8 MPa (8 atm). After the test, the burrs were cleaned and a rounded chamfer of about R = 0.1 mm was formed on the edges of the teeth. When the outer circle is protected, the appearance of the inner hole surface is uniform, the final state of the part can meet the design requirements, the process improvement effect is good, and the process improvement objective is achieved.
Through the process improvement of the above two steps, the problem of low deburring efficiency of such parts is solved.
The processing method is improved as follows: blanking → car → milling tooth → car tooth shape margin → sand blasting deburring → surface treatment.
After the improvement, the single-piece deburring time was shortened from 3mi n to 0.15min, and the pass rate of one inspection was increased from 75% to 99%.
3. Conclusion
There are many ways to deburr, and choosing the right deburring process in production not only reduces the cost, but also improves the appearance quality of the part itself. Combining the structural characteristics of each part and the characteristics of the selected materials is an important basis for selecting the type of deburring process.
Hastelloy Wire Mesh,Metal Wire,Stainless Steel Wire Mesh,Expanded Metal Mesh
Stainless Steel Wire Mesh,Copper Wire Mesh Co., Lt d , http://www.nbfilterseries.com